如何安装绘图仪输出PLT文件?裁床文件输出对话框的选项含义是什么?今天为您解答!
01
安装绘图仪(二选一)
01 完整绘图仪安装
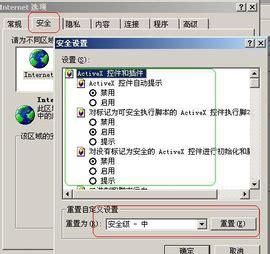
1.1控制面板>>查看设备和打印机>>添加打印机>>我需要的打印机未列出>>通过手动设置添加本地打印机或网络打印机>>下一步。
1.2使用现有的端口:File(打印到文件)或本地端口等>>下一步。
1.3Xp系统添加一个HP430驱动(不推荐使用XP系统);
win7/10系统添加驱动为(厂商:Generic,打印机:Generic/Text Only)>>下一步>>使用当前已安装的驱动程序>>下一步>>将打印机的名称改为真实的机器名称:如ET切割或ET喷墨等>>下一步>>选择是否共享>>下一步。
1.4安装锁驱动并插上ET软件锁(如已能运行软件则忽略此步)。
1.5运行ET软件根目录下ETPS_WIBU.exe程序,如下图:(此程序只能在连接打印机的电脑上使用)
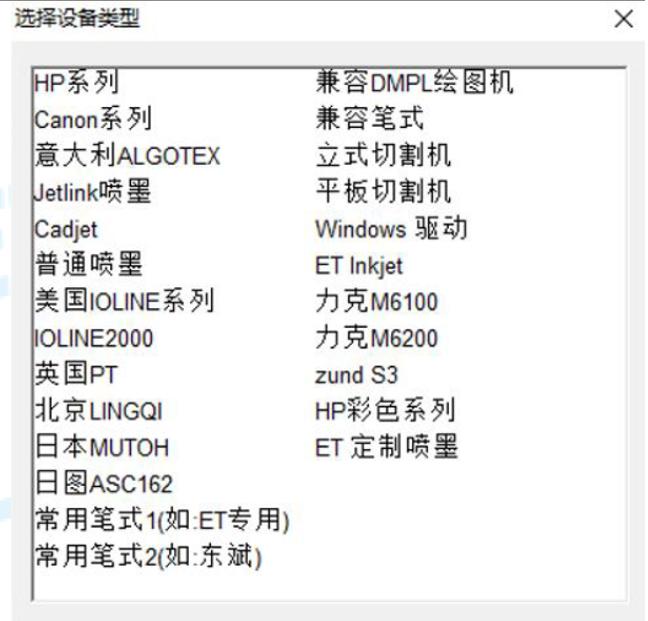
喷墨机常用类型有:HP系列、普通喷墨。
切割机常用类型有:立式切割截、平板切割机、常用笔试1。
1.7选择刚添加的打印机,选择“基本设定”,设置绘图仪的基础参数。
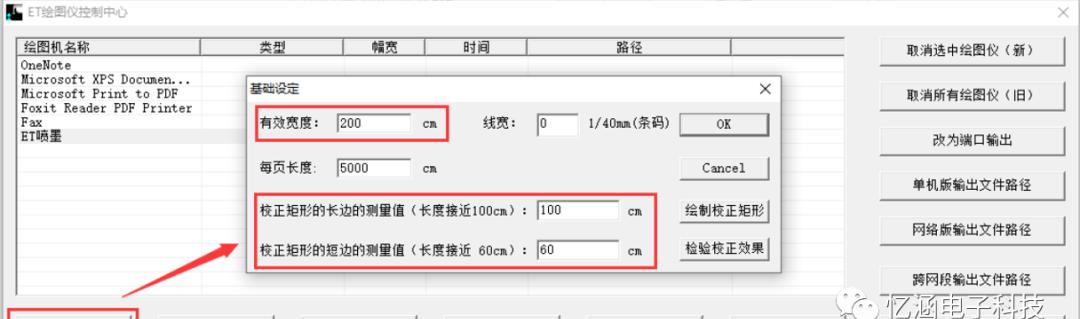
有效宽度:代表绘图仪的有效打印幅宽,输入绘图仪实际有效打印幅宽。
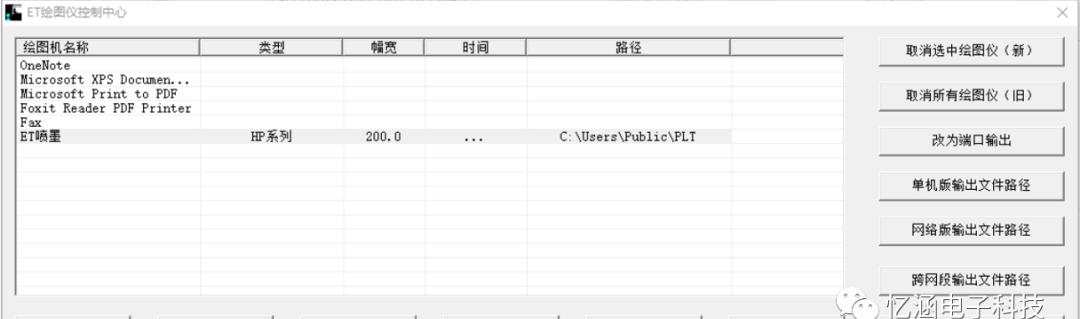
1.8选择刚添加的打印机,设定输出路径。
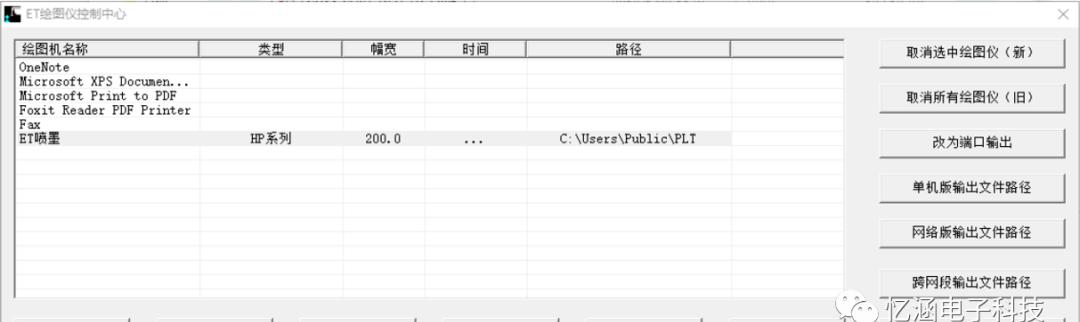
单机版输出文件路径:指定一个本机上的路径(如:C:\PLT),适用于打印机不共享。
网络版输出文件路径(多台电脑不跨网段):指定一个本机上的共享路径(如:C:\共享PLT),适用于打印机共享,其他电脑输出时,选择此电脑共享的打印机即可。
跨网段输出文件路径(多台电脑跨网段):指定一个本机上的共享路径(如:C:\共享PLT),适用于打印机共享,其他电脑输出时,选择此电脑共享的打印机即可。
输出的打印文件会自动生成到设定好的输出路径中,打印机若自带输出中心且需输出时自动打印,需要在绘图仪控制中心中,将C:\PLT或C:\共享PLT设为监视路径。
02简易绘图仪安装(快速)
会弹出以下对话框:
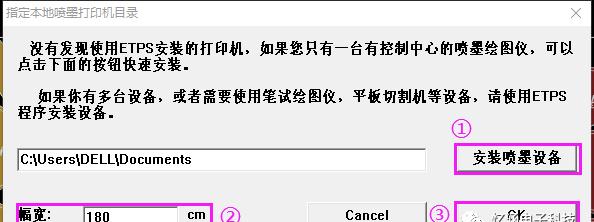
①:设置绘图仪文件的输出路径,支持设置网络路径;
②:设置打印有效幅宽;
③:保存设置。
2.2 设置好后系统会自动生成一个绘图机,绘图机名称为“et-system”,出图时选择该绘图机即可输出PLT文件。

02
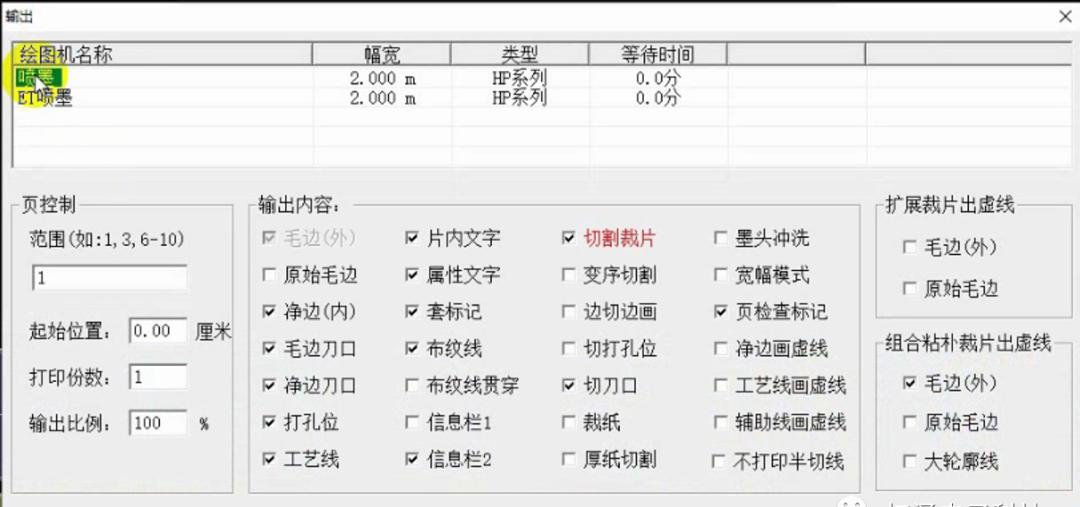
裁床文件输出对话框-参数说明
01 裁床文件参数对话框

02裁床文件参数对话框参数说明
2.1 裁床类型:根据实际的裁床品牌进行选择,若没有对应的品牌,则输出每种类型的nc文件进行切割测试,以确定使用某种类型。
2.2 刀口类型:依据生产需要,选择对应的刀口类型。
PS:选择“V或一”型刀口,打版中设定的“none”类型刀口变为“V或一”、“直线与T”型刀口变为“直线”、向内“V与U”型刀口变为“V”、外“V”刀口类型不变、“标签”刀口类型不变。
刀口宽度、深度、双刀间距:依据生产需要,选择对应的刀口宽度深度。
PS:只有打版中未设定宽度深度的向内刀口受此项宽度深度控制。打版中设定了宽度深度的刀口,不受此项宽度深度控制,保持打版中的宽度深度。打版中未设定宽度深度的向外刀口受排料系统属性设置的向外刀口设置项控制。打版中设定或未设定宽度深度,“标签”刀口都受排料系统属性设置的标签刀口设置项控制。
2.3 打孔:控制打版中的默认打孔点是否输出。
点位:控制打版中的点位标记是否输出。
切割全切线:控制全切线是否切割。
切割内部的孔洞:控制是否切割工艺内环(箱包软件内的一种属性)。
2.4 打印裁片标签(M31):裁床拥有打印标签功能时勾选此选项;若裁床没有打印标签功能,勾选则可能会导致裁床控制中心打不开裁床文件。此外,裁床可以通过裁片标签来获取每个裁片的号型信息,然后使用不同的颜色对不同号型的裁片进行投影。
勾选“打印裁片标签”后:
2.4.1 允许含有中文:控制输出中文到裁片标签内,若裁床不支持读取中文则不要勾选。
2.4.2 款名、物料名:控制输出款名与物料名到裁片标签内。
2.5 支持投影(M0):裁床支持投影功能时勾选此选项。参与投影的内容为投影线、号型、方向,这些信息都是通过点坐标来传递的,也就是说裁床是无法通过它们来获取号型信息的,号型信息通过“标签”来获取。
2.6 支持格子修正:测试功能。
支持对格点标记(M15):可以将对格点、对格线的坐标信息输出到裁床文件中。
应用背景:裁床机头上有一个镭射定位点,当铺好布料以后,操作人员会移动机头,使镭射点对准对折布的边缘,然后让系统记录这个点的位置,后续裁剪的时候会自动从这个点开始进行裁剪。
如果布料没有铺好,对折边与机器边缘不在同一个水平线上,操作人员会移动机头设定多个标记点,裁剪的时候会找到标记点进行裁剪,这样对折片裁剪出来就不会有误差。
2.7 英寸/1000:在输出NC裁床文件时提供了两种精度,分别是1/10毫米与1/1000英寸(1/1000英寸比1/10毫米的精度要高。有些小裁片需要很光顺切割的,可以选择1/1000英寸)。不勾选此选项则以1/10毫米输出,但“格伯(英寸)”默认是以1/1000英寸的精度输出的。
2.8 人工逐床检查:用于检测输出的nc文件是否正确。
2.8.1 不勾选:在输出nc文件时,会在系统认为有问题的nc同目录下生成一个同名的emf预览图,此时需要人为检查nc文件有无问题。①预览图填充色为蓝色:表示丢失刀口,可以先检查打版文件中丢失刀口的裁片上有没有重叠刀口。②预览图填充色为红色:表示裁片可能有问题,需要仔细检查。(据目前所接触到的此类问题来看,都是由于刀口引起的。比如刀口输出设定不合理、刀口类型设定不合理,请大家自行检查打板文件!)
2.8.2 勾选:则系统会在每一个nc文件同目录下生成一个同名的emf预览图。
2.9 打孔分界直径:由于在打版系统中可以设置多个直径不同的打孔点,而裁床只能提供两种不同直径的打孔钻头,设置此项可以将打孔点进行分堆,一堆用A钻头,一堆用B钻头。
2.10 输出文件:设置nc文件的输出路径。可以与裁床控制中心的监控路径一致。还可以更改裁床文件后缀为“CUT”。
公司名称:浙江忆涵信息科技有限公司
联系 Q Q:3405506092