前言
由于PLC类型较多,不同机型对应的编程软件存在一定的差别,特别是不同厂家的PLC之间,它们的编程软件不能通用。下面对三菱SWOPC-FXGP/WIN-C编程软件的使用进行简单介绍。
一、程序文件操作
1、打开编程软件
在桌面上选中FXGP WIN-C编程软件的快捷图标,单击鼠标右键,出现下拉菜单,选择下拉菜单中的“打开”命令,或者在桌面上用鼠标双击FXGP WIN-C编程软件的快捷图标,如下图所示。
2、新建文件
在编程界面,选择“文件”→“新文件”命令,在出现的画面中选择项目中使用的PLC型号,如下图1所示。然后在下图1中单击“确认”按钮,出现FXGP WIN-C编程软件的编程界面,如下图2所示。
图1选择项目中使用的PLC型号
图2FXGP WIN-C编程软件的编程界面
3、保存文件
在FXGP WIN -C编程软件的编程界面中,选择“文件”→“保存”命令,在出现的界面中选择保存文件的路径并输入文件的名称,如下图1所示。然后在出现的界面中输入文件的题目名称,如下图2所示。
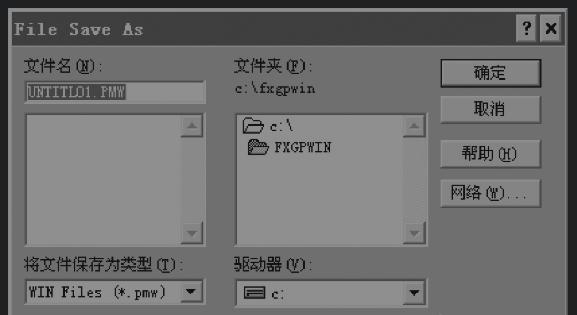
图1选择保存文件的路径并输入文件的名称
 图2输入文件的题目名称
图2输入文件的题目名称
保存后包含4个文件:文件保存类型为“PMW”的是程序文件,“COW”是注释文件,“PTW”是打印页眉文件,“DMW”是数据存储器文件。
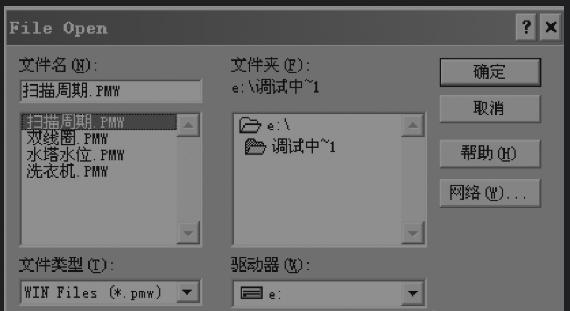
4、打开原来保存的文件在FXGP WIN-C编程软件的编程界面,选择“文件”→“打开”命令,在出现的界面中选择打开路径及文件名称,确认无误单击“确定”按钮,如下图所示。
如果要求把文件保存到另外的地方可以选择“另存为”,在FXGP WIN-C编程软件的编程界面,选择“文件”→“另存为”命令,在出现的界面中选择保存文件的路径并输入文件的名称,然后在出现的界面中输入文件的题目名称,最后确认即可。
1、放置元件
把光标放在要放置元件的地方,然后选择“工具”→“触点”(或“线圈”、“功能”、“连线”)命令,如下图1所示。在弹出的“输入元件”对话框中直接输入软元件号,如“x0”,如下图2所示。如果有多项,各项之间用空格键隔开,如“t0 k100”,如下图3所示。
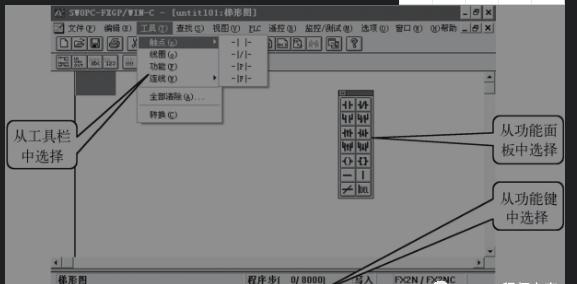
图1 选择软元件
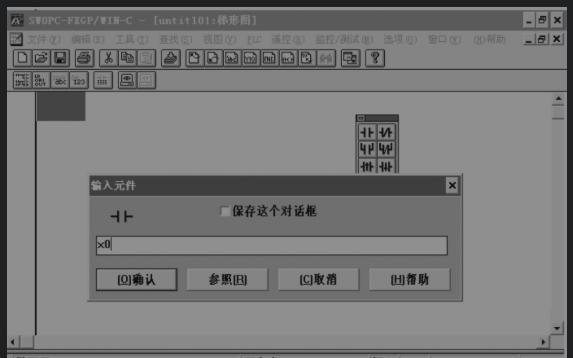
图2“输入元件”对话框(输入一项时)
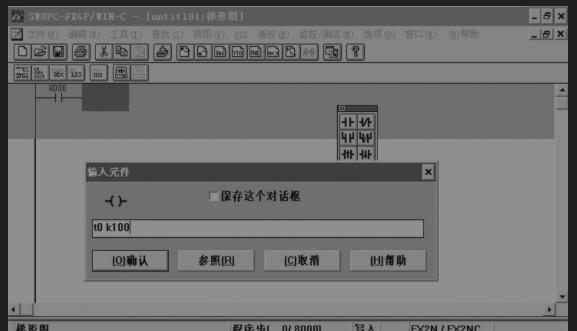
图3 “输入元件”对话框(输入多项时)
2、放置与删除连线
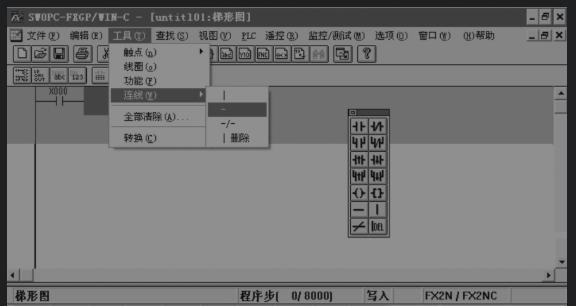
(1)放置水平连线的方法 先把光标放在要放置水平线的地方,然后选择“工具”→“连线”→“-”命令即可,如下图所示。
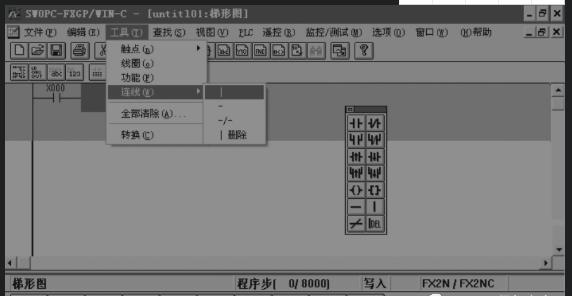
(2)放置垂直连线的方法 先把光标放在要放置垂直线的上方,然后选择“工具”→“连线”→“|”命令即可,如下图所示。
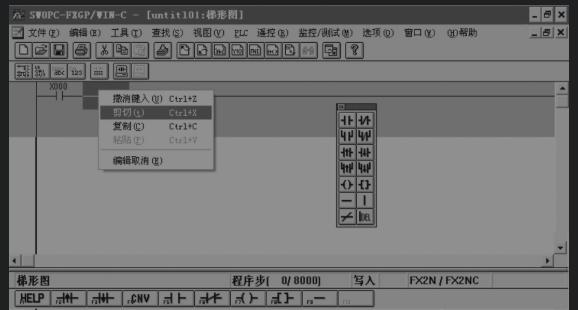
(3)删除水平连线的方法 先把光标放在要删除水平线的地方,然后单击鼠标右键,在弹出菜单中选择“剪切”命令即可,如下图所示。
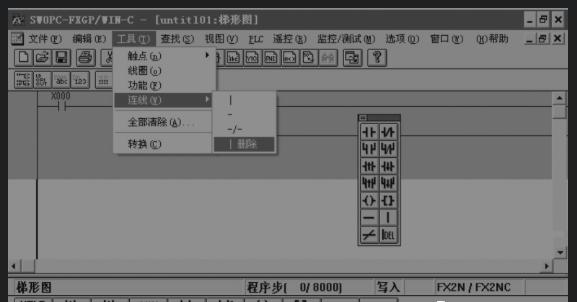
(4)删除垂直连线的方法 先把光标放在要删除垂直线的上方,然后选择“工具”→“连线”→“| 删除”命令即可,如下图所示。
三、注释
在编写比较复杂的程序时,合理使用注释会使编程的条理更加清晰。常用的注释有4种:元件名称、元件注释、线圈注释和程序块注释。
在编程界面可以选择显示注释或隐藏注释,默认状态是隐藏注释。当需要显示注释时,选择“视图”→“显示注释”命令,如下图1所示,在需要显示注释种类前的方框中打对号即可,如下图2所示。
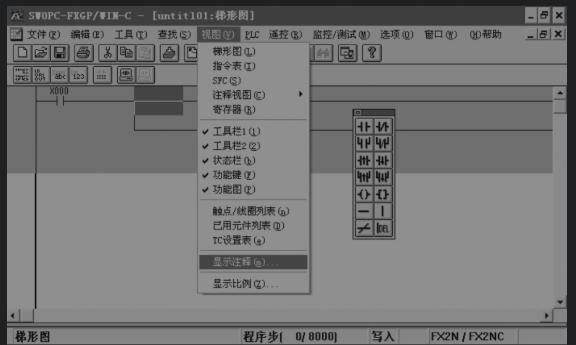
图1打开注释选择界面
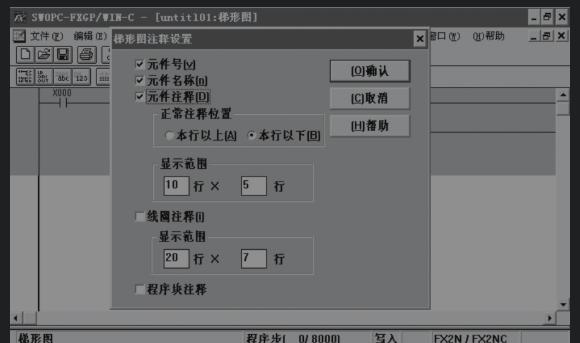
图2注释选择界面
1、元件名称和元件注释的设置
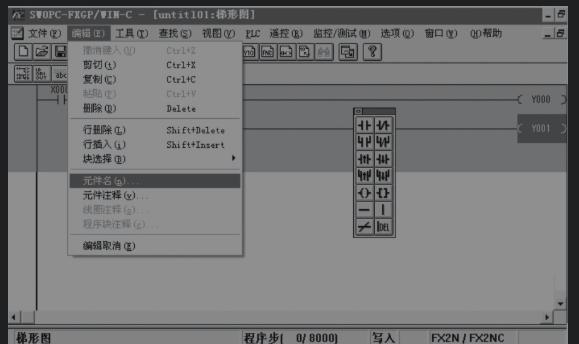
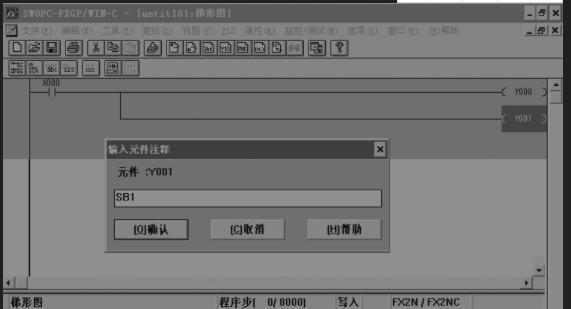
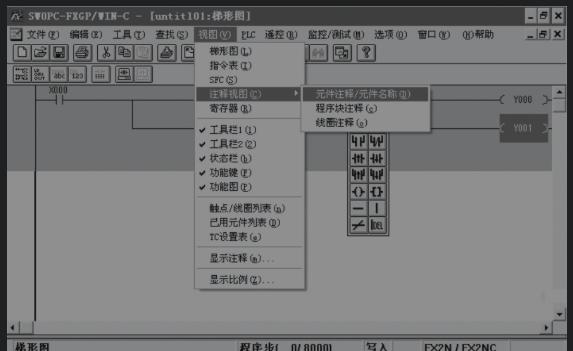
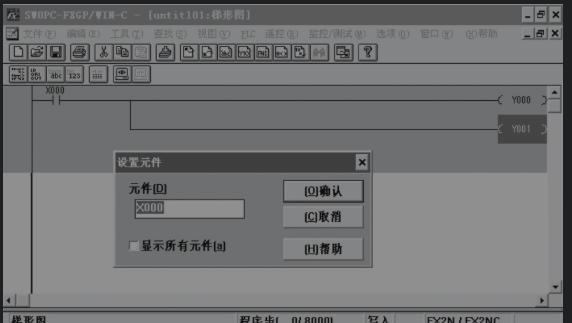
图2选择需要注释的元件
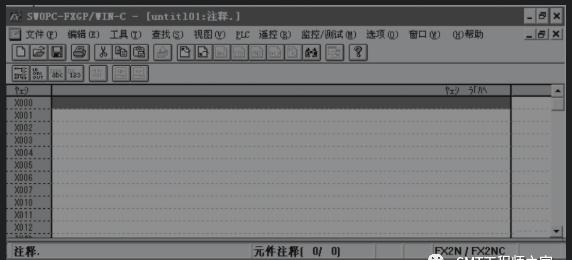 图3逐个写上注释或名称
图3逐个写上注释或名称
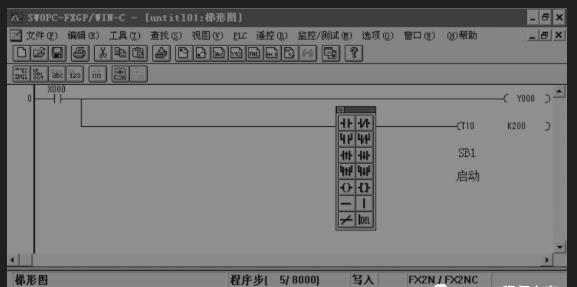
图4T10的名称和注释
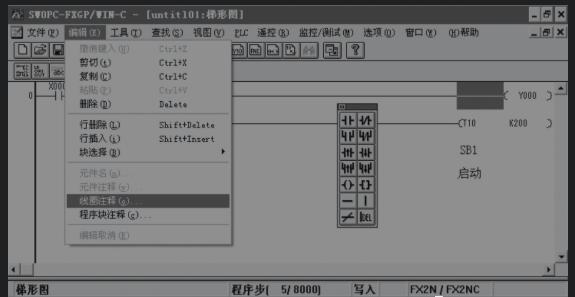
图1打开线圈注释
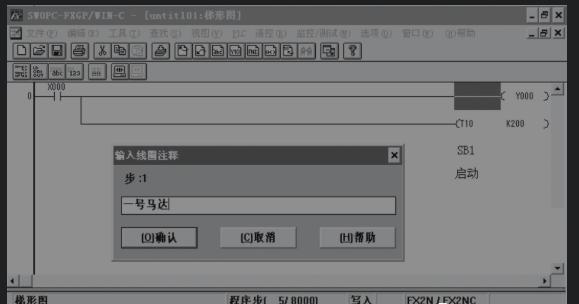
图2输入线圈注释
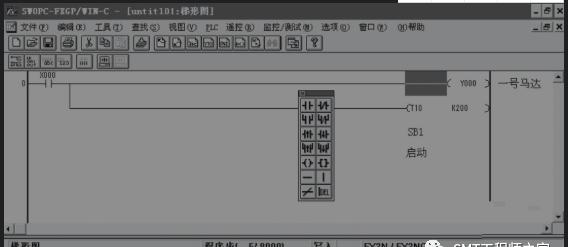
图3线圈注释在梯形图中的显示效果
3、程序块注释的设置
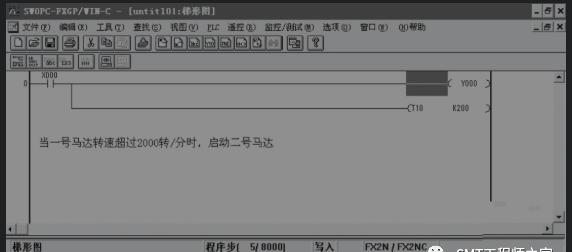
图1程序块注释

图2把光标放在欲注释的行
四、程序的调试与运行
1、程序的转换和清除
(1)程序的转换
在编写程序的过程中,选择“工具”→“转换”命令,如下图1所示,可以对所编写的梯形图程序进行表面检查。如果没有错误,梯形图将被转换格式并存放在计算机中,同时编程界面梯形图的灰色变成白色,如下图2所示。如果有错误,将显示“梯形图错误”提示信息,如下图3所示。
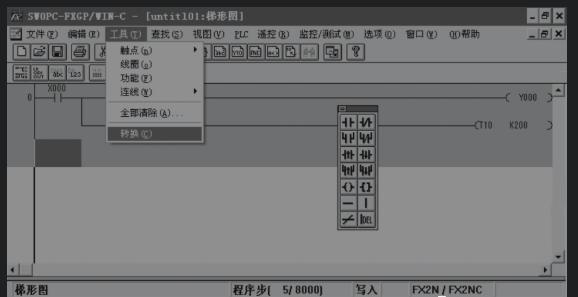
图1 程序的转换
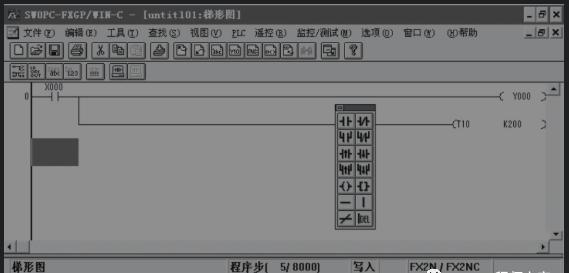
图2 成功转换的梯形图
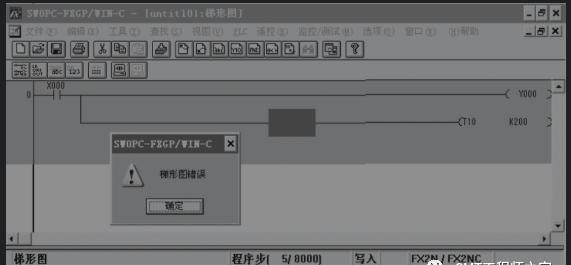
图3 转换梯形图错误时的提示信息
(2)程序的清除
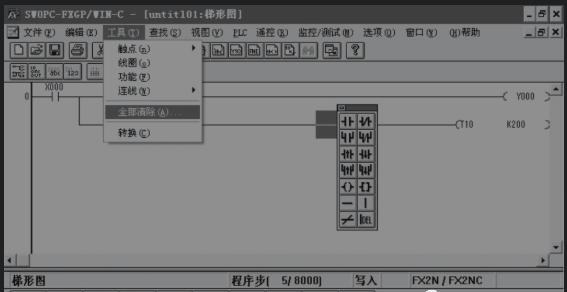
选择“工具”→“全部清除”命令,如下图所示,可以将当前界面的程序全部清除。
2、程序的检查
选择“选项”→“程序检查”命令,如下图1所示,弹出程序检查界面,如下图2所示。在程序检查界面中分别选择语法错误检查、双线圈检验和电路错误检查,检查结果会显示在“结果”窗口中。

图1打开程序检查
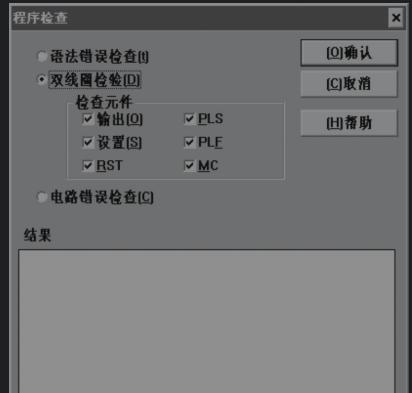
图2程序检查界面
3、程序的传送
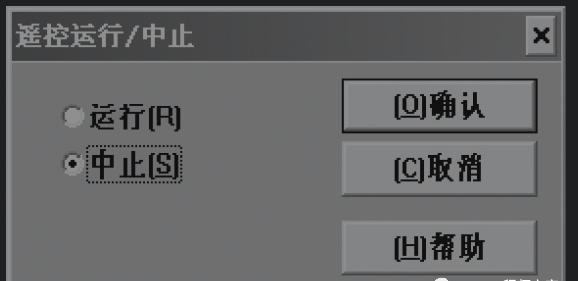
(1)将PLC置于“STOP”状态 在传送程序参数前,必须使PLC置于“STOP”状态,否则无法写入程序。可以将PLC的RUN/STOP开关扳动到STOP位置,或者执行“PLC”→“遥控运行∕中止”菜单命令,弹出“遥控运行∕中止”对话框,如下图所示。选择“中止”,单击“确认”按钮完成操作。
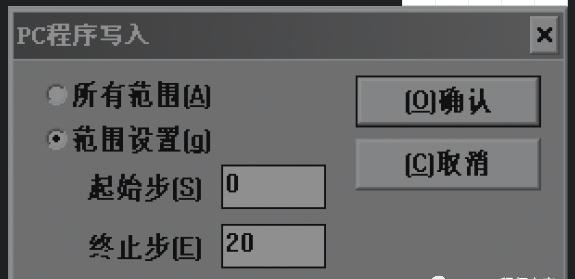
(2)写入程序 执行“PLC”→“传送”→“写入”菜单命令,弹出“PC程序写入”对话框,选择“范围设置”,设置要写入PLC的程序范围,如下图所示。设置传送的范围,可以提高传送程序的效率。
4、程序的运行与调试
(1)运行程序 写入完成后,将PLC从“STOP”状态置于“RUN”状态,程序即运行。
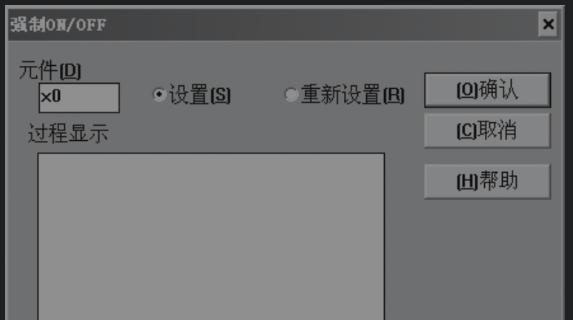
(2)调试程序 程序调试时,如果PLC连接有外部设备(按钮等),可通过外部设备使X0置“ON”或“OFF”;如果没有外部硬件设备,可通过编程软件设置。执行“监控∕测试”→“强制ON ∕ OFF”菜单命令,弹出“强制ON/OFF”对话框,如下图所示。在对话框中输入X0后按“Enter”键或单击“确认”按钮,此时X0在这个程序的一个扫描周期内状态为“ON”。
5、程序的监控
程序运行时,可对PLC的运行状态进行监控。
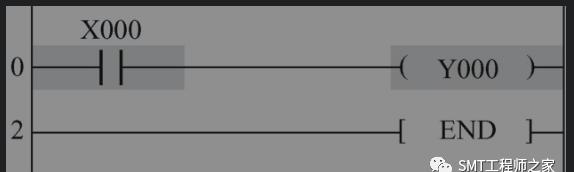
(1)开始监控 进入梯形图视图,执行“监控∕测试”→“开始监控”菜单命令,在监控状态如果元件的状态为“ON”,则元件有绿色背景。如下图所示,如果X000为“ON”,则Y000也为“ON”,所以X000、Y000都有绿色背景。
(2)停止监控 执行“监控∕测试”→“停止监控”菜单命令,所有的绿色背景消失,程序退出监控状态。
以上只是对SWOPC-FXGP/WIN-C编程软件作了简单的介绍,用好编程软件是掌握PLC的基础,只有多练习,才能熟练掌握编程软件的使用。
五、应用实例
PLC控制三相异步电动机点动运行
PLC系统是由继电控制系统发展而来的,下面来分析一个简单的继电控制系统——三相异步电动机点动运行。如何将它改造成PLC控制系统呢?
1、继电控制电路
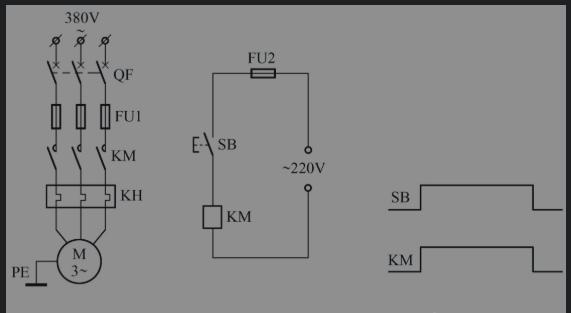
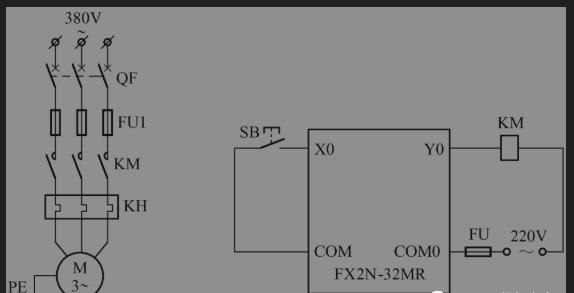
继电控制的三相异步电动机点动运行的电路如下图1所示。其中,SB为启动按钮,KM为交流接触器,按下启动按钮SB,KM的线圈通电,主触点闭合,电动机开始运行;SB被放开后,KM的线圈断电释放,主触点断开,使电动机M停止运行。画出控制时序图,如下图(c)所示。
2、PLC程序设计
1)列出I/O分配表
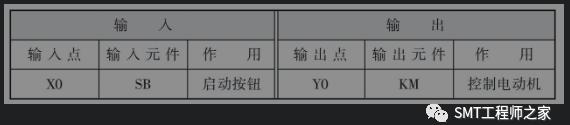
为了实现电动机的点动运行控制,PLC需要一个输入触点和一个输出触点,输入、输出分配如下表所示。
2)画出PLC控制电动机点动运行的电路图
由PLC来实现三相异步电动机的点动控制,电路原理图如下图所示。
3)编写梯形图
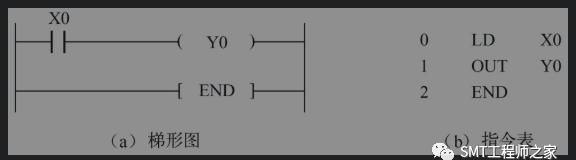
针对电动机点动运行电路的控制要求编写梯形图,如下图(a)所示。将其转换为指令表的形式,如下图(b)所示。
3、安装与调试
1)程序录入根据编写的梯形图[如上图(a)所示] 录入程序。
2)PLC接线根据电路图进行PLC接线。
3)运行调试将录入的程序传送到PLC,并进行调试,检查是否完成了控制要求,直至运行符合任务要求方为成功。